傳統(tǒng)塑料吸管引發(fā)的環(huán)境問(wèn)題日益嚴(yán)峻�����,促使尋找替代品成為社會(huì)廣泛關(guān)注焦點(diǎn)���,在此背景下,具備獨(dú)特環(huán)保特性的可降解材料逐漸進(jìn)入大眾視野��。
來(lái)源: 發(fā)布時(shí)間:2025年08月06日 15:32:51 閱讀:11817
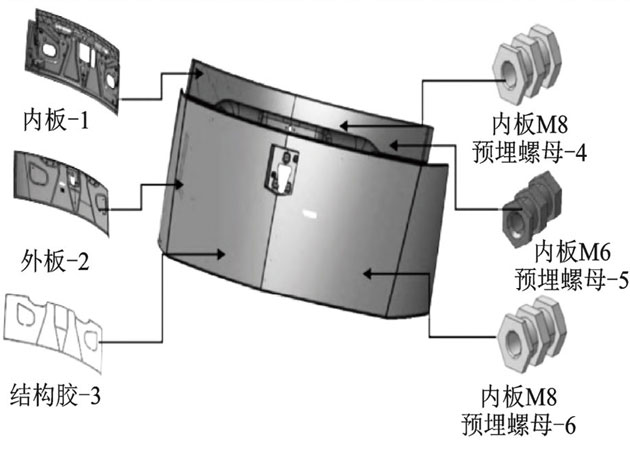
基于材料物理機(jī)械性能特性��,對(duì)比分析研究玻璃纖維/可降解環(huán)氧樹脂復(fù)合材料與傳統(tǒng)片狀模塑料(SMC)在汽車前面罩上的模態(tài)�、剛度�����、強(qiáng)度性能效果��。結(jié)果發(fā)現(xiàn)����,從產(chǎn)品性能來(lái)說(shuō)��,采用密度為1.558g/cm3玻璃纖維/可降解環(huán)...
來(lái)源: 發(fā)布時(shí)間:2025年08月06日 15:07:39 閱讀:12721
本文提出了AI注塑成型的理念��,分析了融入AI注塑成型的AI的模塊及性能����;研究了AI注塑成型技術(shù)提升注塑成型性能�;論述了AI注塑成型應(yīng)用現(xiàn)狀�����;提出了AI注塑成型技術(shù)研究領(lǐng)域拓展和深化的幾個(gè)方面���;闡述了AI注塑機(jī)高...
來(lái)源: 發(fā)布時(shí)間:2025年07月07日 14:07:36 閱讀:36248
文章針對(duì)塑殼的注塑成型過(guò)程進(jìn)行系統(tǒng)的研究�,從材料選用、模具設(shè)計(jì)與制造到注塑工藝參數(shù)的精細(xì)控制�����,力求減少翹曲變形����、內(nèi)應(yīng)力與外觀缺陷��,提升生產(chǎn)效率和產(chǎn)品一致性���。
來(lái)源: 發(fā)布時(shí)間:2025年07月07日 13:52:24 閱讀:11474
在全面推進(jìn)制造業(yè)信息化和智能化的背景下,針對(duì)注塑產(chǎn)業(yè)離散制造現(xiàn)狀��,開展注塑離散制造過(guò)程的自主感知與控制關(guān)鍵技術(shù)研究����。本文對(duì)注塑裝備各功能模塊的工藝結(jié)構(gòu)進(jìn)行升級(jí)改造,研究大數(shù)據(jù)運(yùn)行過(guò)程關(guān)鍵數(shù)據(jù)的自主...
來(lái)源: 發(fā)布時(shí)間:2025年07月07日 13:35:21 閱讀:12487
利用數(shù)字孿生技術(shù)����,以生產(chǎn)流程�����、設(shè)備和工藝的數(shù)字化模型為基礎(chǔ)�����,參照企業(yè)實(shí)際自動(dòng)化生產(chǎn)線���。將生產(chǎn)線的主要功能保存完好的前提下,結(jié)合了IOA虛擬仿真軟件����,優(yōu)化了自動(dòng)化產(chǎn)線設(shè)計(jì)流程�,設(shè)計(jì)了集送料、加工��、裝配、...
來(lái)源: 發(fā)布時(shí)間:2025年06月05日 11:33:05 閱讀:11289
通過(guò)對(duì)汽車后閱讀燈外殼結(jié)構(gòu)分析�,設(shè)計(jì)出“兩模四腔”的雙色注塑模具�����。針對(duì)第一次注射成型,采用“4點(diǎn)針閥式熱流道+點(diǎn)澆口”的進(jìn)膠方式����,針對(duì)第二次注射成型,采用“1點(diǎn)針閥式熱流道+U形冷流道+潛式澆口+輔助澆口...
來(lái)源: 發(fā)布時(shí)間:2025年06月05日 11:16:53 閱讀:11062
目前利用微流擠出工藝打印功能梯度材料逐漸引起研究者的廣泛關(guān)注���,但對(duì)梯度材料的混合模型仿真模擬研究甚少。為揭示螺桿幾何結(jié)構(gòu)參數(shù)與混合時(shí)間之間的關(guān)系���,提高混合效率��,以變內(nèi)徑螺桿為研究對(duì)象��,采用ANSYS軟件...
來(lái)源: 發(fā)布時(shí)間:2025年06月04日 16:04:33 閱讀:11490
多功能涂布實(shí)驗(yàn)機(jī)作為集成多種涂布工藝與涂層處理功能的實(shí)驗(yàn)室設(shè)備,已廣泛應(yīng)用于材料科學(xué)�、電子信息�����、光學(xué)工程及生物醫(yī)藥等領(lǐng)域��,成為行業(yè)技術(shù)創(chuàng)新焦點(diǎn)。隨著智能化技術(shù)的深入發(fā)展�����,該設(shè)備的智能化升級(jí)與應(yīng)用拓...
來(lái)源: 發(fā)布時(shí)間:2025年05月16日 16:24:52 閱讀:11403























 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...














